| |
CM Manufacturing increases
production and gets peace of mind with a new File Management System.
“How I am going to get this file management working smoothly with
my Fusion and Matrix controls? We’re wasting way too much time and effort
trying to organize our Mazatrol programs and there is no light at the end
of the tunnel.” That was the state of mind Sandy found himself in as he
arrived at work every day.
The company Sandy works for, CM Manufacturing in Missoula, Montana, is not
your typical job shop: bidding on contracts as much as doing repeat jobs.
Most of CMs contracts are government-related, which require different
levels of delivery. Often, the contract calls for a first article for
testing and approval, and then parts are bought off at different stages.
CM Manufacturing mostly makes proprietary landing-gear parts for military
aircraft. With four Mazak lathes and three Fadal machines, CM’s machinists
pride themselves in doing hard turning and hard milling. This process
requires removing metal from 300-M steel, heat-treating it and then hard
cutting the metal to within 0.0005 tolerances.
As the shop continues to increase production, getting more contracts and
making more programs, the CNC machine's controls fill to overflowing with
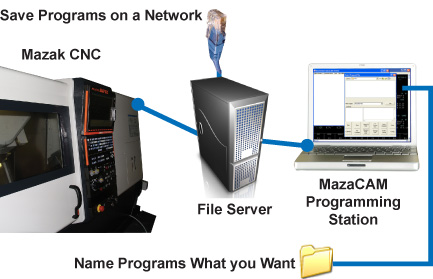
programs that are going to be needed in the future. These programs need to
be stored off the controls in a safe and easy-to-manage system. Mazaks
offer several ways to save programs — such as Fusion Floppy, Matrix USB,
RS232 on Fusion, and Networking to a server on both Fusion and Matrix
controls.
During a training session at Mazak Corporation one of the programmers for
CM Manufacturing discovered that their Mazak machines could be connected
to the Network thus giving them the solution they were looking for.
Although this looked like the light at the end of the tunnel, it turned
out to be the legendary “train coming the other way” — a bigger problem —
because they found that in order to save these programs, they would need
to give them long, unwieldy file-name paths and they would still have no
really easy way to manage the programs at the computer.
Sandy decided to do more homework to better identify the exact problem and
research how to solve this issue. He knew that he needed to easily save
programs from the Mazak to the server without having to use long folder
name paths every time he wanted to save or retrieve a program. He also
knew that he needed to take the programs from the server to a “Proven
Parts Folder”. These files (originally saved as a four-digit number) had
to be stored in an easily identified folder and easy-to-identify name and
number.
With the help of one of his peers, Sandy found that there are several
software solutions available that help with such scenarios. But software
is not all he needed. Sandy is not a computer guy. He is not well versed
in the computer field and he doesn’t really want to be. He just wants to
get the job done, so it was important to find a company that would give
him more than just software — he needed easy-to-use software and just as
importantly he needed the help to make the whole system easy for him to
understand and use.
Sandy spoke with one of the applications engineers at SolutionWare
Corporation. This is where things began to take shape and truly showed him
the light at the end of the tunnel. The SolutionWare applications engineer
explained how the Mazak controls function and what their capabilities are.
He also showed how SolutionWare’s MazaCAM Editor & Utilities support
Mazaks in the Mazatrol language and interacts in a smoothly integrated and
friendly way. Sandy realized he finally had a real solution.
MazaCAM enables the user to take the files stored in the server and
identify the program ID as well as the number. From there, functions can
be created so that a couple of icons can transfer programs from the server
(without bothering the user with the lengthy path) to new folders that are
automatically generated as needed. The Mazatrol programs can be viewed on
a PC in Sandy’s office, and can be easily identified, transferred, and
modified.
This method of storing programs makes it easy so that your average-Joe can
file and retrieve those valuable programs that are one of the assets of CM
Manufacturing. Sandy is now using his new-found solution every day. “The biggest thing MazaCAM did for me
was to make it easy to put part number names on folders, storing my files
within those folders and a Mazatrol Editor to help modify my programs.”
Problem solved.
CM Manufacturing has now entered a new era in the way they do things at
their shop. Bottom line: software is valuable as long as it makes things
better and easier in one’s life. MazaCAM did just that for Sandy and
company.
Call for details: 408.249.1529 main
888.322.3226 toll-free
in the USA
| |
Get Trained!
|
|
|
Come to training at SolutionWare’s training facility.
Take advantage of the free training that comes with every MazaCAM and
GeoPath package. Our instructors have taught everyone from
inexperienced to very experienced users. At the end of the class you
will be cutting parts faster and more efficiently. Here is what one
trainee had to say; “The class instructor helped me a lot. He is extraordinarily knowledgeable about the software, and has the heart of a teacher, so you really have a good understanding when you’re done.”
– BF, Memphis, TN
To sign up for training, call: 408.249.1529
|
 |
|
|
|
TECH TIP
Tips on How to Save Set-Up Time &
Get More Jobs Done In Less Time
One of the big production bottlenecks for
many shops is the time it takes to set up the machine for the job. While
set-up is a necessary action for any job, there are some things one can
do to reduce the amount of time it takes, and thus get more jobs done in
less time, and cut delivery times. If your machine is not cutting parts
right now, you are not making money right now!
How much time is spent on set-up time in your shop? For example, I went
and looked at a shop to review this specific point, and we found they
were typically spending from 4 hours to 1.5 days to set up a job – and
with short-run jobs that then only took a few hours to run the parts, you
can see how much saving set-up time would multiply into significant
improvements in number of parts cut and thus more profitability!
One of the big time-absorbing tasks is setting up the tools for the job.
In many cases, there are a certain set of tools that could be used on
many jobs you run. By using the same group of standard tools, you can
leave them in the machine from job to job and thus save the time of
setting up those tools. Sure, each job might also need tools that are not
in the standard group, but every tool you don’t have to set up (because
it is left set up from job to job) saves you time. How many tools could
you standardize on and thus save time in this manner?
At first one might think this does not work because the ideal tool for
one job is rarely the same as the ideal tool for another job. However, in
many cases you could use a similar tool even if not perfectly ideal --
the real question to calculate profitability is how much machining time
will you save by switching out tools versus the cost of setting up the
tools. In many cases, especially for short-runs, the savings by not
spending the set-up time far outweighs the number of seconds of
machine-time saved by using a slightly more optimum tool.
Where do you start?
-
Make a simple list of the tools you know
could be used on many jobs that come through your shop. For typical
milling, this could include for example a ¼- and ½-inch end-mill, a
certain spot-drill, certain taps and corresponding tap-drills, and maybe
a few drills that are used on a lot of parts.
-
Now type that list up with an exact
specification – is it carbide or HSS? Is it 2-flute or 4? Is it stubby
length or long? etc.
-
Now assign each of those standard tools a
standard name. On a Mazak mill, these would be called something like
“E-MILL .25A” – write that name on the list.
-
Print that list out and give it to all the
programmers, set-up people and machinists working on these CNCs. See if
anyone has any further feedback, and get agreement that this is going to
be the standard list of tools that stay in each CNC all the time.
-
Post it by each programming station so it is
right at hand when making a program.
In the real world, often you will find the
list is always expanding and no one has the time to make the full complete
list. But even just getting a short list done will start saving time
immediately. Don’t worry about getting the list perfect, just get it
started on the most common tools used.
If you would like the computer to make your job even easier, here are a few of the many ways that MazaCAM can help:
-
MazaCAM has a function to print out the list
of tools used within a program. By using this function on a number of
your programs, you can start seeing what tools you use over and over
from job to job.
-
Once you start standardizing tool-names, you
might find that old programs use other tool-names that should be changed
to your now standardized names. MazaCAM now makes this easy with a
function to replace a given tool-name to a different name throughout the
entire program with one command. (The feature can even let you select
from a Mazak’s Tool-Data, to make this even easier.)
-
MazaCAM offers a module that includes a way
for you to enter all your tools into a database, and thus help you keep
track of your tools, look them up and list them automatically on
tool-sheets/set-up sheets, etc.
Parting thought for the day: In the real world, what determines value becomes the answer to the ultimate questions:
Put ideas to test in the real world, not in
the world of competing ideas.
Call for details:
408.249.1529 main
888.322.3226 toll-free in the USA
|
|

